BIOGAS en MOTORES de Combustión Interna
(C.I.)
Ing.
Roberto J. Leonetti- Ing. Agustín H. Cieri - TRIBOMECANICA
Introducción
El BIOGAS es un combustible producido por la digestión
anaeróbica de residuos de origen animal y vegetal. Es utilizado como
combustible en Motores de Combustión Interna (C.I.) pero para poder otorgar una
potencia aceptable debe tener un mínimo de 60% de METANO y ser producido en un
proceso controlado para evitar variaciones en sus características y reducir al
mínimo los componentes indeseables que afectan al funcionamiento del motor.
Producción del BIOGAS
Las características del BIOGAS dependen de la materia
prima utilizada y del proceso de digestión.
Típicamente está constituido en volumen por 60% Metano
CH4, 35% de Dióxido de Carbono CO2 y pequeñas cantidades
de (H2S), Hidrogeno (H2), Nitrógeno (N2) y otros.
Estos
últimos están como sulfuros de hidrógeno y mercaptanos, siloxanos, fosfuro de
hidrógeno y compuestos nitrogenados (amoníaco y aminas) y pueden ser nocivos
para el motor al ser corrosivos, formar depósitos y acelerar la acidifican del
lubricante. Las presencias de estos compuestos indeseables presentes dependen
del proceso de producción en los digestores.
La fermentación anaeróbica es un proceso natural que
ocurre en forma espontánea en la naturaleza y es parte del ciclo biológico
normal. El gas METANO se produce por bacterias metano-génicas y se puede
encontrar en aguas estancadas ("gases de los pantanos") o en el
tracto digestivo de rumiantes. Las bacterias que lo producen son anaeróbicas y
sólo sobreviven en ausencia total de oxígeno atmosférico y son sensibles a los
cambios ambientales como la temperatura.
El proceso de fermentación anaeróbica involucra tres
fases diferentes. Se inicia en una FASE de HIDROLISIS donde las bacterias toman
la materia orgánica con sus largas cadenas de estructuras carbonadas y las van
rompiendo y transformándolas en cadenas más cortas de ácidos orgánicos,
liberando hidrógeno y dióxido de carbono. Luego sigue una FASE de ACIDIFICACION
donde las bacterias aceto-génicas degradan los ácidos orgánicos y por último la
FASE METANO-GENICA donde bacterias diferentes a las anteriores producen el
METANO. La producción del METANO es la última parte de este proceso y solo
ocurre si los microorganismos de las dos primeras etapas han cumplido su tarea.
La composición del BIOGAS depende del correcto
desarrollo de todas las fases de la digestión. Si en la primer fase las
bacterias no rompen las cadenas de los carbohidratos, proteínas y grasas de la
materia orgánica, no las puede convertir
en azucares y ácidos que posteriormente se transforman en METANO y resultara un
BIOGAS con bajo contenido de Metano.
La estabilidad del BIOGAS producido depende de de la
Materia orgánica empleada (Composición, Concentración, Calidad del Mezclado y
Nivel de Acidez pH) y del Proceso de Digestión (Tamaño de la Carga volumétrica,
Tiempo de la materia en el Digestor y Temperatura durante la Digestión,
Relación Carbono/Nitrógeno).
Las deviaciones en las características pueden producir
fallas catastróficas en los motores.
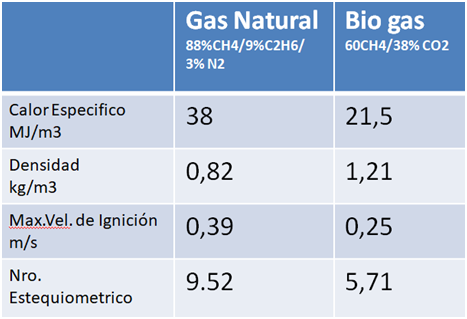
Características del
BIOGAS
ALTO Nro. OCTANO El alto contenido de Dióxido de Carbono CO2 reduce la temperatura de llama durante la
combustión minimizando el riesgo de autoencendido de la mezcla. Esto permite
usar altas relaciones de compresión sin riesgo de detonación pudiendo alcanzar
hasta 13:1.
Figura # 1 Rango
de Inflamabilidad
|
BAJO PODER CALORIFICO. El bajo poder calorífico del BIOGAS (21,5 MJ/m3 contra 38 MJ/m3 del GAS
NATURAL) se debe al alto contenido de CO2.
Esto reduce la densidad de energía del gas y se
requiere menos aire por unidad de BIOGAS para la combustión que en el caso del
GAS NATURAL (la relación estequiometrica es 5,7 a 1 contra 9,5 a 1). Esto causa
que los motores alimentados con BIOGAS entreguen menor potencia que los
alimentados con GAS NATURAL.
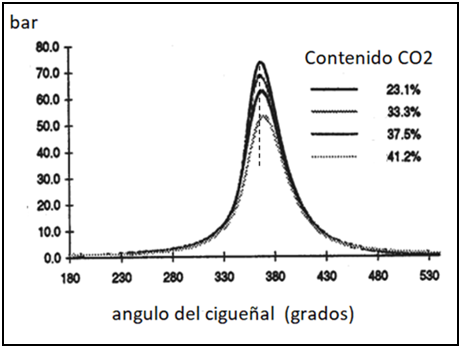
Figura # 2 Presión de la combustión
|
MENOR RANGO DE
INFLAMABILIDAD. El CO2
actúa como un diluyente del gas y reduce la Máxima Presión del Cilindro, una
mayor pobreza de la mezcla y menor velocidad del frente de llama lo que aumenta
las fluctuaciones en la mezcla y disminuye su rango de inflamabilidad (Figura #
1 Referencia #5).
La menor velocidad de propagación de la llama aumenta
la temperatura de la cámara de combustión. El motor funciona como si estuviera
atrasado en su punto de encendido.
En la Figura #2 (Referencia #5) se observa la variación de la Presión de combustión cuando el porcentaje de
CO2 varía desde 23,1% a 41,2%.
La máxima presión de combustión se logra con el valor mínimo ensayado (23,1%) y con un adelantamiento del pico de la combustión de unos 5 grados. A mayor CO2 se aplana la combustión y demora más tiempo en finalizar.
El aumenta del tiempo de la combustión permite que el calor de la combustión se transmita al motor por finalizar con el pistón descubriendo gran parte de los cilindros. Esto recalienta los pistones por disminuir la disipación del calor a través de los aros
El volumen de Metano en la mezcla que ingresa al motor disminuye por la mayor densidad del CO2 y baja la temperatura porque absorbe más calor de la combustión debido a su alto poder calorífico.
La disminución de la velocidad de la llama en un gas de acuerdo al porcentaje de Metano CH4 se observa en la Figura # 3- (Referencia #5).
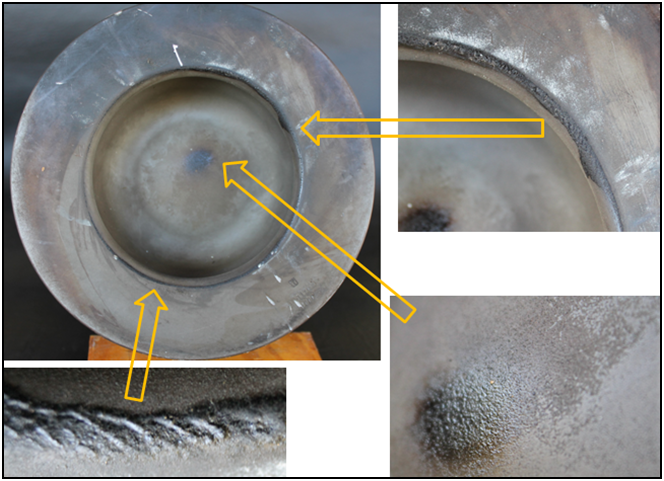
La figura # 4 (referencia 12) muestra un pistón de un motor alimentado con BIOGAS con bajo contenido de metano que sufrió una excesiva temperatura en su cabeza.
El BIOGAS era producido por la digestión de heces de animales y desechos de la cosecha y la falla se produjo con solo 4700 horas de servicio.
La alta temperatura del pistón, dilato la zona del 1er Tabique y produjo fuertes rozamientos y múltiples partículas de aluminio fundido que se extendieron hasta el tercer tabique. Los aros también sufrieron por las altas temperaturas y el aro de compresión se trabo en su ranura y dejó de sellar los gases de combustión, lo que afecto al segundo y tercer aro. Se observa en la Figura # 4 las marcas del fuerte roce en la parte superior del 1er Tabique (círculo rojo)
Las
partículas de aluminio generadas por el roce del pistón contaminaron las
válvulas.
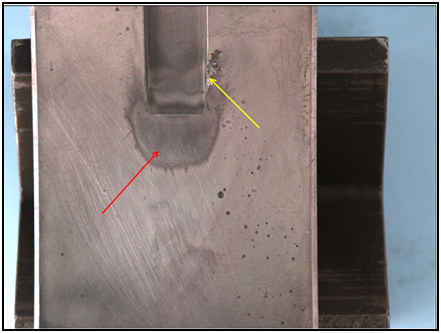
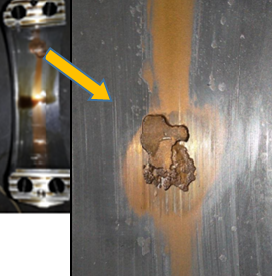
En el detalle de la Figura # 5 se observa la impronta de una partícula de aluminio depositada en el asiento de la válvula. Esto impidió la disipación del calor de la válvula por el incorrecto cierre con su asiento. Se observa la diferente coloración en la cabeza de la válvula donde no apoyo su asiento (ver flecha).
En el
cielo de la cámara y las cabezas de las válvulas se observa una cantidad
importante de partículas de aluminio.

En otro cilindro la falla estaba más adelantada y la fatiga térmica de las válvulas provoco las roturas de sus vástagos y el desprendimiento de las cabezas de dos válvulas (Figura # 6).
Las cabezas de válvula cayeron en el cilindro y golpearon al pistón.
Una de las valvulas no desprendidas
presenta rotura parcial en su asiento (flechas rojas). Se observa gran cantidad de partículas de
aluminio adheridas al cielo de la cámara
de combustión.
Estas
dos tapas de cilindros pertenecientes al mismo motor muestran dos estadios de
la misma falla.
El bajo contenido de Metano atrasa la combustión y
para compensarlo debe adelantarse el punto de encendido.
Por otro lado si al motor se lo usa con un gas de
mayor poder calorífico aumenta la temperatura y la presión generada y son más
proclives a la detonación. La
combustión se adelanta y debe retrasarse el punto de encendido para
compensarlo.
El caso de las Figura # 7 corresponde a un pistón de un motor preparado para Biogás que ante la no disponibilidad del mismo se lo empleo transitoriamente con GAS Natural. EL mayor Poder Calorífico del Gas Natural provoco un aumento de la temperatura del pistón y los aros.
El calor de la combustión se transmite desde el cóncavo a los cilindros a través de los aros. Un exceso de calor no se puede disipar rápidamente especialmente si posee aro APA (aro porta aros), el cual concentra calor y sufre una fuerte dilatación. El ARO PORTA AROS (APA) acumula calor por ser un inserto de una aleación de NIQUEL/HIERRO cuya dilatación es similar a la del aluminio, pero tiene un coeficiente de disipación de calor un tercio de la del aluminio (49 Kcal/m2 contra 150 Kcal/m2).
Se observa el fuerte deterioro de los tabiques del pistón y los aros.
El roce del pistón se produjo por la excesiva dilatación de los aros y el porta aro APA.Partículas de desgaste muy duras de los aros (cromo,
níquel y hierro) rayaron el cilindro y afectaron los asientos de las válvulas.
En el detalle A de la Figura # 7 se observa que el
punto de mayor diámetro del pistón (zona de medición) no tiene signos de roce. Esto indica que el
enfriamiento y la lubricación del pistón eran correctos.
El fuerte rozamiento en la cara de apoyo del pistón esta
solo en la zona del segundo tabique y el aro APA. El resto tiene marcas de partículas
de aluminio arrastradas. Únicamente la zona superior del pistón sufrió un
calentamiento excesivo.
El detalle B muestra un vacio producido en la parte
inferior del aro APA por la fusión del aluminio y rastros de aluminio en forma
líquida en la parte superior. La alta temperatura del
APA fundió el aluminio que migro en forma líquida y solidifico en zonas más
frías del pistón. Para que la aleación de aluminio comience una
micro fusión debe alcanzar una temperatura de 500ºC y la fusión completa
760 /800ºC. Esto indica las elevadas temperaturas a las cuales fue
sometido el APA.
El detalle C
muestra el fuerte agarre en la zona del aro de compresión y del APA.
La cámara de combustión muestra marcas de detonación en la Figura # 8.
Son puntos de fusión en forma esférica originados por la onda de presión y temperatura de la detonación.Se observan partículas de aluminio fundido
desprendidas (ver flechas) en las proximidades de la bujía y depósitos de carbón quemado en el borde del cóncavo (detalle inferior) y en
el centro de la cámara justo debajo de la bujía (detalle derecho).
La figura # 9 muestra el estado del 1er aro y del aro APA en distintos sectores del pistón
La foto de la izquierda es a 90 grados de la cara de
apoyo del pistón (alineada con el perno) donde no hay marcas de fuerte roce por
la mayor holgura del pistón en esa zona.
La segunda foto es a 45 grados de la anterior y comienza
verse un fuerte roce en el APA (parte inferior) y en el 1er aro con exceso de
carbón...
La última foto a la derecha es en la cara de apoyo del
pistón donde el roce es muy fuerte y se puede apreciar el fuerte desgaste del
aro APA y del 1er ARO.
Las tres fotos pertenecen al mismo pistón.
En TODOS los cilindros de
este motor aparecían signos de ALTA TEMPERATURA de la COMBUSTION lo cual
confirma que la causa fue un mal “maridaje” del motor con el gas combustible
utilizado.

Otros pistones del mismo motor estaban en una etapa
menos avanzada del problema. Se observa roce en el primer tabique (Figura # 10
círculo amarillo) y depósitos de carbón en el resalte (flecha roja) pero no en
la falda. Este pistón ya tenía una dilatación
excesiva por la temperatura de la combustión
El cromo del primer aro de compresión se desprendió
(círculo amarillo y azul- Figura # 11) produciendo ralladuras en el segundo
tabique (círculo rojo) por las duras partículas de cromo.
Figura # 11
Los motores a GAS son más proclives a sufrir de excesiva
temperatura en la cámara de combustión respecto a los combustibles líquidos
porque en estos últimos el calor latente del combustible líquido al
evaporizarse enfría la cámara de combustión y las válvulas.
La recirculación de
gases (EGR) también aumenta la cantidad de CO2 de la mezcla y un aumento del
10% de los gases reciclados en ensayos disminuyo en 20 % la velocidad de llama.
Esto hace que la combustión finalice cuando el pistón
avanzo más en su descenso y el calor se disipa en los cilindros y no en un
aumento de la presión. Produce un recalentamiento de los pistones, válvulas y
aros de pistón.
Los motores pueden ser ajustados a las características
del BIOGAS usado pero el gas debe ser homogéneamente constante porque de otra
forma los motores requerirán ajustes permanentes en la calibración de la
inyección y el encendido. Las variaciones del BIOGAS se deben a la materia
prima usada y las características del proceso de digestión que son las que
definen sus características.
Los motores preparados para Biogás emplean relaciones
de compresión altas, por su baja tendencia a la detonación, lo que lo hace
incompatibles con gases de mayor poder calorífico que aumentan la posibilidad a
la detonación. Es muy peligroso para el motor.
RECOMENDACIONES
Los motores a GAS deben tener un margen de seguridad
aceptable ante cualquier posible variación de la composición del gas.
Realizar análisis periódicos de la composición de los gases combustibles y
verificar que cumplan los requisitos del
motor (por ejemplo la norma VDI IC-G-D-30-003) / Nro. Metano Mínimo 75).
·
Un motor de BIO GAS que utilice gases con mayor poder calorífico debe
regularse y limitar la potencia para
evitar que el mayor poder calorífico aumente excesivamente la temperatura de la
cámara de combustión.
Existen motores a Gas denominados FLEX que pueden
utilizar GAS NATURAL o BIOGAS pero para ello usan el ciclo MILLER que al
modificar el cierre de la válvula de admisión durante el ciclo de compresión
varían el índice de compresión para adaptarlo a uno u otro combustible, además de
modificar la puesta a punto del
encendido y la composición estequiometria del aire/gas. Pero el límite del
rango de adaptabilidad es acotado.
· Controlar que el pistón recibe el adecuado enfriamiento a través de la inyección
de aceite en su interior. Una disminución del caudal de aceite inyectado
aumenta la temperatura de la cabeza del pistón.
· Utilizar bujías con el correcto grado térmico para las condiciones del
motor y el combustible. Para mayor poder calorífico debe buscarse bujías más
frías.
· Controlar que la presión de alimentación del GAS NATURAL es la correcta
porque puede variar la correcta relación estequiometria con respecto al aire.
·
Verificar el correcto y rápido funcionamiento de los sensores anti
detonación.
Muchos motores no están suficientemente probados para todos los tipos de
gases. Las condiciones de experimentación y ensayos de aprobación pueden no
corresponder exactamente a las variaciones del gas y las condiciones de trabajo
(enfriamiento, calidad del gas, temperatura exterior, etc.).
Las prestaciones de potencia, rendimiento, y durabilidad de los motores
modernos solo se obtiene cumpliendo las especificaciones de fábrica. Pequeñas
desviaciones pueden disparar fallas inesperadas en los motores. Es buena práctica reducir la
potencia del motor a temperaturas superiores a 30 grados en el ambiente (0,5%
por cada grado arriba de 30 grados).
En servicio muchos motores son
utilizados al 100% de su capacidad durante largos periodos de tiempo y
combinados con rápidos arranques y paradas que no garantizan la normalización
de la temperatura de en el interior del motor. Debe esperarse un lapso de
tiempo para arrancar nuevamente al motor.
Las alarmas desoídas o mal interpretadas son muy peligrosas. Las alarmas
avisan de problemas en el motor pero no evitan fallas. Muchas veces se arrancan
una y otra vez el motor con las alarmas encendidas para verificar si el reseteo
lo soluciona. Esto puede provocar daños en alguna parte del motor que con el
tiempo dispare una falla catastrófica.
Bibliografía
1. Mineral Deposit Formation in Gas Engines During Combustion of Biogas from Landfills and Municipal WWTP
2. MANUAL DE BIOGÁS MINENERGIA / PNUD / FAO / GEF : Proyecto CHI/00/G32 CHILE
3. Generación de electricidad a partir de biogás capturado de residuos sólidos urbanos: División de Energía Marzo 2017 Nº IDB-TN-1260 Gabriel Blanco Estela Santalla Verónica Córdoba Alberto Levy
4. MANUAL PARA LA PRODUCCION DE BIOGAS Instituto de Ingeniería Rural I.N.T.A. – Castelar. Ing. A. M. Sc. Jorge A. Hilbert
5. The Use of Biogas in Internal Combustion Engines: ASME 2006 Internal Combustion Engine Division Spring Technical Conference
6. Nirendra Nath Mustafi Rajshahi University of Engineering & Technology
7. Automobile Handbook Bosch
8. Motores de Combustion Interna . Hans List volume 5
9. Caracterización del proceso de combustión de Gas - D. Mario Nieto Salinas
10. El cálculo de la Combustión- Rodolfo Orel
11. Manual del Biogás ministerio de energía de chile
12. Atlas de Falla – Informe 3-21 TRIBOMECANICA.
13. Atlas de Falla – Informe 5-22 TRIBOMECANICA.